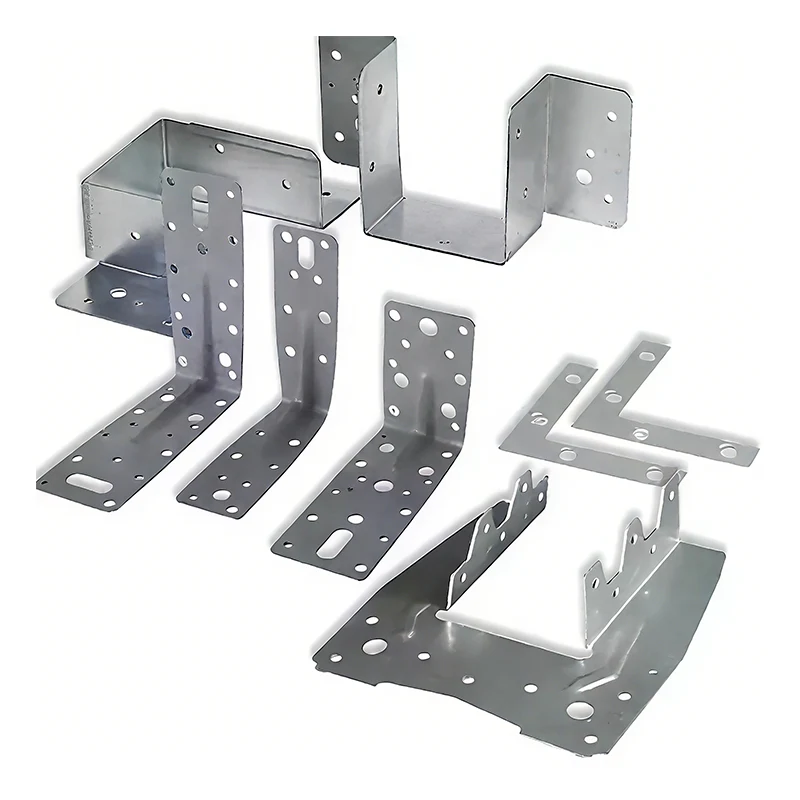
CNC-bearbeitete Blechteile sind kundenspezifische Teile, die mithilfe computergestützter numerischer Steuerungstechnologie bearbeitet werden. Sie weisen eine hohe Maßgenauigkeit und Formkomplexität auf und können die individuellen Anforderungen spezieller Strukturen oder spezieller Funktionen erfüllen.
Marke: S-SEN
Blechteile CNC-bearbeitete Teile nutzen CNC-Fräsmaschinen, Fensterfenster und andere mehrachsige Bearbeitungsgeräte, um Metall und andere Rohstoffe präzise zu verarbeiten. Mithilfe digitaler CAD/CAM-Workflows verwandeln wir Entwürfe in fertige Produkte.
Flexible Anpassung: Unterstützt die Massenproduktion, ermöglicht maßgeschneiderte Materialien, Strukturen und Prozesse und gewährleistet eine schnelle Reaktion.
Prozesskette: Integriert Dreh-, Fräs- und Schleifprozesse und ermöglicht so eine schnelle Entwicklung vom Prototyp bis zur Massenproduktion.
CNC-bearbeitete kundenspezifische Teile können in High-End-Fertigungsbereichen wie Automobilmotorenteilen, Präzisionsinstrumenten und -geräten verwendet werden und eignen sich auch für die Prototypenerstellung in der Forschungs- und Entwicklungsphase neuer Produkte.
|
Parameterkategorie |
Spezifikationsprojekte |
technischer Parameter |
Notizen |
|
Umfang der Materialien |
metallisches Material |
Aluminiumlegierung (6061/5052/7075), Edelstahl (304/316), Kohlenstoffstahl, Messing, Titanlegierung |
Unterstützen Sie die Anpassung spezieller Materialien |
|
nichtmetallisches Material |
ABS, PC, PMMA, POM, Nylon, Bakelit |
Die Verarbeitungstechnologie sollte entsprechend den Eigenschaften ausgewählt werden |
|
|
Arbeitsspektrum |
Fräsmaße |
Maximal 1200×800×300mm |
Fünf-Achsen-Verbindungsbearbeitung |
|
Dimensionen gestalten |
Maximal Φ150×300mm |
Vierachsiges Präzisionsdrehen |
|
|
Minimale Featuregröße |
- |
0,5 mm (Graben/Loch) |
Hängt vom Material ab |
|
Arbeitsgenauigkeit |
Maßtoleranz |
±0,01 mm (Fräsen)/±0,005 mm (Drehen) |
Basierend auf der Norm ISO 2768-M |
|
geometrische Toleranz |
Ebenheit 0,02 mm/Konzentrizität 0,01 mm |
Höhere Präzisionsanforderungen können erreicht werden |
|
|
Oberflächenrauheit |
- |
Ra 0,8μm (Fräsen)/Ra 0,4μm (Drehen) |
Polieren auf Ra 0,2μm |
|
Prozesskapazität |
Mahleigenschaften |
Komplexe Oberflächen, Hohlräume, Gewinde, spezielle Löcher |
Unterstützt die 3+2-Positionierungsverarbeitung |
|
Wendeeigenschaften |
Schaft, Hülse, Gewinde, konische Fläche, gekrümmte Fläche |
Unterstützung beim Fräsen und Bearbeiten von Verbundwerkstoffen |
|
|
Spezielles Verfahren |
Tieflochbearbeitung |
Tiefenverhältnis 5:1 |
Es sind spezielle Werkzeuge erforderlich |
|
Dünnwandverarbeitung |
0,5 mm |
Es sind spezielle Werkzeuge erforderlich |
|
|
Konfiguration |
Numerisches Steuerungssystem |
Siemens 840D, Fanuc, Mitsubishi |
Fünf-Achsen-Gestängesteuerung |
|
Werkzeugsystem |
HSK63, BT40 Werkzeughalter |
Einrichtung zum Hochgeschwindigkeitsschneiden |
|
|
Erkennungsgerät |
Drei-Koordinaten-Messmaschine, zweidimensionales Bildmessgerät |
Vollständiger Inspektionsbericht |
|
|
Oberflächenvorbereitung |
anodische Oxidation |
Natürliches/schwarzes/farbiges Oxid, Filmdicke 5–25 μm |
Spezialaluminiumlegierung |
|
Galvanotechnik |
Vernickeln, Verchromen, Verzinken, Schichtdicke 5-15μm |
Korrosions- und Verschleißbehandlung |
|
|
Sprühbehandlung |
Pulverbeschichtung, Spritzlackierung, Schichtdicke 30–100 μm |
Es stehen mehrere Farben zur Verfügung |
|
|
besondere Handhabung |
Mattieren, Polieren, Sandstrahlen, Zeichnen |
Erfüllen Sie die Anforderungen an das Erscheinungsbild |