





S-SEN Metal, ein professioneller Lieferant plattierter beschichteter Teile, nutzt fortschrittliche Oberflächenbehandlungstechnologie, ein strenges Qualitätskontrollsystem und maßgeschneiderte Servicemöglichkeiten, um qualitativ hochwertige, kostengünstige Beschichtungslösungen für verschiedene Branchen weltweit bereitzustellen. Wir pflegen diesen Bereich seit vielen Jahren, unterstützt durch unsere professionellen Fertigungskapazitäten und integrieren mehrere Kernprozesse wie Galvanisieren, Feuerverzinken und Eloxieren.
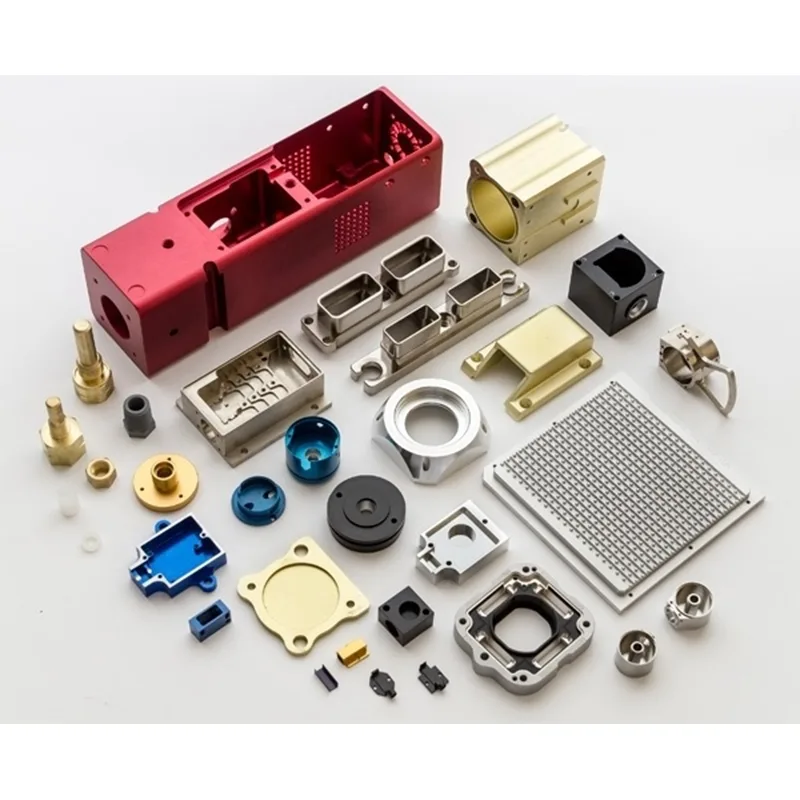
S-SEN Metal ist auf Forschung und Entwicklung, Produktion und Vertrieb von beschichteten Teilen spezialisiert. Mit technologischer Innovation im Mittelpunkt und stabiler Qualität als Grundlage bieten wir unseren Kunden weltweit Komplettlösungen für plattierte und beschichtete Teile. Unsere plattierten beschichteten Teile decken eine Vielzahl von Substraten ab, darunter Edelstahl, Aluminiumlegierung und Stahl. Wir können Oberflächenbehandlungsprozesse an spezifische Kundenanwendungen anpassen und unsere Produkte werden häufig in Hardwareprodukten, Automobilteilen, elektronischen Geräten, Außenanlagen, Gebäudestrukturen und vielen anderen Branchen eingesetzt.
Als direkter Hersteller eliminieren wir Zwischenhändler und erreichen eine durchgängige Kontrolle von der Rohstoffbeschaffung und Produktion bis zur Lieferung des fertigen Produkts. Dies stellt die Stabilität der Qualität unserer plattierten Teile sicher und bietet Kunden wettbewerbsfähigere Preise.
1. Galvanisieren
Durch einen präzisen elektrolytischen Prozess scheiden wir eine gleichmäßige Nickel-, Chrom- oder Kupferbeschichtung auf der Oberfläche von Metallsubstraten ab und verbessern so effektiv die Korrosionsbeständigkeit, Verschleißfestigkeit und den Oberflächenglanz plattierter Teile. Dieses Verfahren eignet sich für verschiedene Substrate wie Edelstahl und Aluminiumlegierungen. Nach der Prozessoptimierung ist die Beschichtungsdicke gleichmäßig und konsistent, mit starker Haftung und erfüllt die Anforderungen hochpräziser Anwendungen. Es wird häufig in elektronischen Präzisionskomponenten, Hardware-Zubehör und anderen Produkten verwendet.
2. Feuerverzinkung
Bei unserem Feuerverzinkungsverfahren werden Metallteile bei 445 bis 450 °C in geschmolzenes Zink getaucht, wodurch eine dichte Zink-Eisen-Legierungsschicht und eine reine Zinkoberflächenschicht auf dem Substrat gebildet werden. Diese metallurgische Bindungsmethode sorgt für eine starke Haftung zwischen der Beschichtung und dem Untergrund und bietet langfristig wirksamen Korrosionsschutz für Außenbeschläge und Baustahl, geeignet für plattierte beschichtete Teile, die über längere Zeiträume feuchten Außenumgebungen ausgesetzt sind.
3. Eloxieren und elektrolytisches Färben
Dieses Verfahren wird hauptsächlich auf plattierte beschichtete Teile aus Aluminium und Aluminiumlegierungen angewendet. Durch eine elektrochemische Reaktion wird auf der Substratoberfläche ein harter Oxidfilm gebildet, der die Korrosionsbeständigkeit, Verschleißfestigkeit und Isolationseigenschaften des Produkts deutlich verbessert. Durch den anschließenden elektrolytischen Färbeprozess wird ein stabiles, lichtbeständiges Erscheinungsbild mit einer Vielzahl von Farben erzielt, das für Automobilverkleidungsteile, elektronische Verkleidungsteile und andere Produkte geeignet ist, die sowohl Ästhetik als auch Leistung erfordern. Je nach Bedarf kann es in Typ II (normales Eloxieren) und Typ III (hartes Eloxieren) unterteilt werden, die für dekorative bzw. anspruchsvolle verschleißfeste Anwendungen geeignet sind.
1. Schwärzungsbehandlung
Durch eine kontrollierte chemische Reaktion bildet sich auf der Stahloberfläche ein schwarzer Oxidfilm, der einen grundlegenden Rostschutz für plattierte beschichtete Teile bietet und gleichzeitig ein einfaches und raffiniertes mattes Finish bietet. Geeignet für Anwendungen, die ein zurückhaltendes Erscheinungsbild erfordern, wie z. B. mechanische Teile und Hardware-Werkzeuge.
2. Sprühen
Hierzu zählen sowohl Spritzlackierung als auch Pulverbeschichtung. Die Sprühlackierung bietet eine große Auswahl an Farben und Glanzgraden, um den unterschiedlichsten dekorativen Anforderungen gerecht zu werden. Die Pulverbeschichtung verbessert die Verschleißfestigkeit plattierter Teile erheblich, sorgt für eine starke Haftung und Ablösefestigkeit und eignet sich daher für Produkte mit hohen Schutzanforderungen, wie z. B. Gehäuse von Außengeräten und Gerätekomponenten. Wir verwenden professionelle Spritzgeräte, um eine gleichmäßige Beschichtung ohne Streifen, Blasen und andere Mängel zu gewährleisten.
3. Polieren und Bürsten
Durch Polieren entsteht eine hochglänzende, glatte Oberfläche auf Edelstahl- und verkupferten beschichteten Teilen, wodurch Oberflächenfehler reduziert und die Reinigung erleichtert werden. Durch das Bürsten entstehen feine, fadenartige Strukturen auf der Substratoberfläche, wodurch kleinere Kratzer wirksam kaschiert werden und eine einzigartige Strukturoptik entsteht. Dies eignet sich für dekorativ beschichtete Teile aus Aluminiumlegierung und Edelstahl, wie Möbelbeschläge und Elektronikgehäuse.
4. Sandstrahlen und Elektrophorese
Durch Sandstrahlen werden Verunreinigungen und Oxidschichten von der Substratoberfläche entfernt, wodurch die Oberflächenrauheit verbessert und eine gute Grundlage für die nachfolgende Beschichtungshaftung geschaffen wird. Dadurch wird sichergestellt, dass sich die Beschichtung auf plattierten beschichteten Teilen nicht so leicht ablöst. Elektrophorese hingegen bildet eine gleichmäßige, korrosionsbeständige Beschichtung auf Substraten aus Edelstahl und Aluminiumlegierungen. Die Beschichtung ist dicht und bietet einen hervorragenden Schutz, wodurch sie sich für Präzisionsteile mit hohen Anforderungen an die Korrosionsbeständigkeit eignet.


| Parameterelement | Spezifikation | Anwendbarer Prozess | Substratmaterial |
|---|---|---|---|
| Beschichtungsdicke | 0,1 μm – 50 μm (anpassbar) | Galvanisieren, Eloxieren | Edelstahl, Aluminiumlegierung |
| Feuerverzinkungstemperatur | 445℃ - 450℃ | Feuerverzinkung | Stahl |
| Eloxalfilmdicke | Typ II: 10–15 μm; Typ III: 35–50 μm | Eloxieren und elektrolytisches Färben | Aluminiumlegierung |
| Dicke der Sprühschicht | 50μm – 150μm (einstellbar) | Spritzen (Lackieren, Pulverbeschichten) | Stahl, Aluminiumlegierung, Edelstahl |
| Korrosionsbeständigkeit | Neutraler Salzsprühtest: ≥48h (anpassbar auf ≥720h) | Alle Prozesse | Alle anwendbaren Untergründe |
| Oberflächenrauheit (Ra) | 0,1 μm – 1,6 μm (einstellbar) | Polieren, Bürsten, Sandstrahlen | Edelstahl, Aluminiumlegierung, Kupfer |













